فرایند جوشکاری آرگون
(TIG)
جوشکاری قوس تنگستن تحت پوشش گازمحافظ
بدلیل استفاده از گاز آرگون بنام متداول جوشکاری آرگون نامیده میشود .
از فرایند جوشکاری TIG میتوان برای جوشکاری فلزات سخت و غیر سخت، آهنی و غیر آهنی در تمام ضخامتها استفاده کرد. با استفاده از این نوع جوشکاری میتوان جوشکاری صفحات نازک و ظریف (به عنوان مثال: آلومینیومی) تا لولههای تحت فشار را انجام داد. در این روش قوس و حوضچه مذاب کاملاً آشکار و قابل مشاهده میباشد.
در این نوع جوشکاری از سیم جوش(Filler metal) بعنوان فلز پرکننده استفاده می شود
آرگون گازی بی بو، بی رنگ، که تحت تأثیر ولتاژ بالا به رنگ متمایل به آبی روشن در می آید. بسیار ساکن و ناشناخته در ترکیبات واقعی شیمیایی است.
آرگون به مقدار کم در اتمسفر است و جدایش آن از هوا صورت می گیرد .به صورت عادی به آزمایشگاه حمل نمی شود بلکه به صورت سیلندرهای تحت فشار ارائه می شود،
به هر دو حالت مایع و گاز موجود می باشد.
آرگون گاز بی اثر است و ترکیب شیمایی خاصی تاکنون از این عنصر شناخته نشده است مثل گازهای کریپتون گزنون و رادون.
موارد استفاده جوشکاری آرگون:
جوش آرگون در اتصال لوله های تحت فشار کاربرد فراوانی دارد. برای جوش دادن صفحات نازک و بسیار ظریف از این شیوه جوشکاری استفاده می شود. جوشکار متخصص و آموزش دیده تنها کسی است که می تواند از جوش آرگون استفاده کند. این حرفه نیاز به تخصص و تجربه بالایی دارد. متداول ترین موارد استفاده از آرگون در جوشکاری مس و جوشکاری آلومینیوم با آرگون است. در صنایع پتروشیمی، صنایع دریایی و ساخت تجهیزات نظامی از جوشکاری با گاز آرگون استفاده می شود.

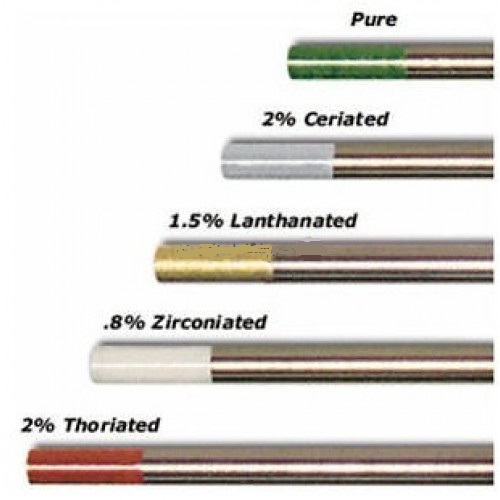
انواع الکترودها در جوشکاری آرگون:
- الکترود تنگستن خالص (سبز رنگ) برای جوش آلومینیوم استفاده می شود و حین جوشکاری پت پت می کند.
- الکترود تنگستن توریم دار که دو نوع دارد الف -۱% توریوم دار که قرمز رنگ است ب -۲% توریم دار که زرد رنگ می باشد.
- الکترود تنگستن زیرکونیم دار که علامت مشخصه آن رنگ سفید است.
- الکترود تنگستن لانتان دار که مشکی رنگ است.
- الکترود تنگستن سزیم دار که طلایی رنگ است
مزیت های جوشکاری آرگون:
- چون تزریق فلز پرکننده از خارج قوس انجام می شود اغتشاش در جریان قوس به وجود نمی آید و این باعث می شود کیفیت فلز جوش بالاتر رود.
- به دلیل عدم وجود سرباره و دود و جرقه، منطقه قوس و حوضچه مذاب بوضوح دیده می شود.
- امکان جوشکاری فلزات رنگین و ورقهای نازک با دقت بسیار زیاد.
- بهره وری بالا
- نیاز به کمترین پاکسازی
- توانایی جوشکاری ورقهای فلزی در تمامی وضعیتها
- امکان انجام جوشکاری طولانی مدت و بی وقفه
- جوشکاری رسوبی با کیفیت بالاتر
- توانایی اتصال تنوع گستردهای از فلزات در ضخامتهای مختلف
- توانایی جوشکاری در تمامی وضعیتها
- مهره جوش مناسب
- پاشش حداقلی مواد مذاب به مقطع
- جوشکاری آرگون به خاطر ظرافت جوش دادن بیشتر برای کارهای زینتی و ظریف استفاده می شود.
مزیت اصلی روش جوشکاری آرگون این است که در آن نسبت به روشهای جوشکاری سنتی، کنترل الکترونیکی سریع تر و بهتر صورت می پذیرد. این روش برای جوشکاری فلزات نرم تر، مثل آلومینیوم مناسب است و در صنعت خودروسازی متداول می باشد، چون جوشهای تمیزی تولید می کند و دارای سرعت بسیار بالایی است.

اثرات طولانی مدت جوشکاری آرگون
مشکلات ریوی، حنجره و مجاری ادراری بخصوص در کار با بخار مواد خطرناکی مثل کادمیوم، نیکل، بریلیوم ، کروم و ارسنیک که در دود جوشکاری با مواد فوق موجود است. مشکلات مزمن تنفسى مثل برونشیت، آسم، التهاب ریه ها، کاهش حجم ریه ها، رسوب غبار یا سیلیس یا اکسید آهن در ریه ها و مشکلات قلبی، پوستی، کاهش شنوائی و مشکلات گوارشی مثل التهاب مزمن معده و روده ها و زخم معده و اثنی عشر و صدمات کلیوی از دیگر عوارض طولانی مدت جوشکاری است.
عوارض ناشی از گرما در جوشکاری آرگون
گرمای شدید جوشکاری و مذاب و جرقه مربوطه می تواند باعث سوختگی شود. سوختگی و ضایعات چشمی می تواند ناشی از مذاب، تکه های فلز، جرقه و الکترود داغ باشد. به علاوه گرمای زیاد و مدت طولانی در گرما ماندن می تواند باعث گرمازدگی شود. جوشکارها می بایستی از علائم گرمازدگی ( مثل احساس خستگی، سرگیجه، کاهش اشتها، تهوع، درد های شکمی و تحریک پذیری) اطلاع داشته باشند.
نور و اشعه های مادون قرمز و ماورای بنفش
نور شدید جوشکاری باعث صدمه به شبکیه چشم و اشعه مادون قرمز باعث صدمه به قرنیه و ایجاد آب مروارید می شود. اشعه ماورای بنفش میتواند باعث برق زدگی چشم شود (حتی در مدت کمتر از یک دقیقه). علائم برق زدگی بعد از چند ساعت ظاهر شده و شامل احساس وجود شن یا جسم خارجی در چشم، تاری دید، درد شدید، ریزش اشک، سوزش چشم و سردرد است. اشعه از مواد اطراف منعکس شده و حدود نصف برق زدگی ها در کسانی است که جوشکاری نمی کنند. عدم استفاده از وسائل حفاظتی و برق زدگی های مکرر باعث صدمه دائمی چشم می شود. سوختگی پوست در اثرمجاورت با اشعه ماورای بنفش مشابه آفتاب سوختگی است و احتمال سرطان پوست را زیاد می کند.
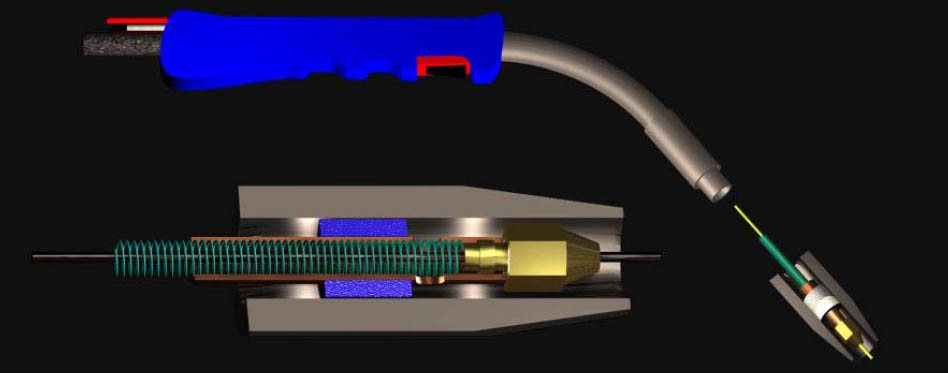
تجهیزات جوشکاری ارگون:
تجهیزات جوشکاری ارگون مانند هر رشته فنی دیگر، تخصصی بوده و با توجه به کاربرد جوشکاری آرگون متفاوت هستند. منبع تغذیه، سیلندر گاز محافظ، رگولاتور، شلنگ و بست های گاز، تورچ جوشکاری آرگون، کابلهای اتصال و الکترود تنگستن برخی از لوازم جوشکاری ارگون هستند. سیم جوش یا فیلر جوشکاری آرگون یکی از مهم ترین وسایل جوشکاری آرگون است. از آنجا که بیشتر فلزات و آلیاژها را می توان با روش جوشکاری تحت محافظت گاز آرگون انجام داد سیم جوش های مختلف، با ترکیبات شیمیایی خاص متناسب با نوع و مقدار جریان و درقطرهای مختلف تولید میشود

تورچ های جوشکاری آرگون در دو مدل به بازار عرضه میشوند؛ برخی مدل ها با هوا و جریان گاز محافظ خنک شده و برخی مدل های دیگر با گردش آب خنک میشوند. در روشهای جوشکاری ارگون که شدت کم دارند و کوتاه مدت هستند مشعل های خنک شونده با هوا کاربرد دارد ولی در جریانهای بالا و بلند مدت مانند جوشکاری آرگون لوله های نفت و گاز از مشعل هایی استفاده میکنند که سیستم خنک کننده با گردش آب کمک میگیرند.

از متداول ترین عیوب جوشکاری ارگون می توان ناخالصی تنگستن، معایب ناشی از محافظت نامناسب گاز، ناخالصی های اکسیدی و عدم ذوب را نام برد. هر یک از معایب جوشکاری آرگون می تواند بر کیفیت جوش نهایی و استحکام آن موثر باشد.
تغذیه سیم جوش فرآیند جوشکاری تیگ TIG
در جوشکاری دستی، نحوه اضافه کردن فلز پرکننده به حوضچه مذاب بر تعداد پاسهای مورد نیاز و ظاهر تمام شده جوش تأثیر می گذارد.
در ماشین ها و دستگاههای جوشکاری اتوماتیک سرعت تغذیه سیم مقدار رسوب فلر جوش را به ازای طول جوش تعیین می کند. کم کردن سرعت تغذیه سیم مقدار نفوذ را بالا می برد و حد فاصل مهره ها را پهن و مسطح می کند. تغذیه کردن بسیار کند و آرام سیم جوش میتواند باعث ایجاد خوردگی کناره جوش( Under cut) ترک در خط مرکزی جوش و عدم پر شدن اتصال می شود. بالا بودن سرعت تغذیه سیم، نفوذ را کم نموده و گرده جوش را محدب می کند.