

جوشکاری CO2
https://www.twi-global.com/technical-knowledge/faqs/faq-what-is-mig-mag-welding
جوشکاری میگ و مگ MIG MAG
جوشکاری تحت پوشش گازهای محافظ با الکترود مصرفی
جوشکاری تحت پوشش گازهای محافظ با الکترود مصرفی (Gas Metal Arc Welding: GMAW)
فرآیند جوشکاری است که در آن، با ذوب کردن اتصال توسط قوس الکتریکی بین یک الکترود یکسره فلزی پرکننده مصرف شدنی و قطعه کار و حفاظت توسط یک گاز (مثلا گاز آرگون یا گاز کربنیک) و یا مخلوطی از گازها، احتمالا محتوی یک گاز خنثی ، یا مخلوطی از یک گاز و یک سرباره و بدون کاربرد فشار صورت می گیرد. این فرآیند گاهی جوشکاری MIG ، MAG یا CO2 نامیده می شود. تغذیه الکترود مداوم است. الکترود (سیم جوش) لخت می باشد. این فرآیند جوشکاری را می توان با ماشین نیمه خودکار یا روش های خودکار انجام داد.

جوشکاری MAG،
همانند فرآیند MIG می باشد، با این تفاوت که در این روش برای حفاظت از جوش و منطقه مجاور، از گازهای فعال (Active) استفاده کرده و برای اتصال فلزات آهنی استفاده می شود. گاهی اوقات با اضافه کردن درصدی اکسیژن در گاز محافظ، برای جوشکاری فولاد های معمولی ( فولاد ساده کربنی ) به کار می رود، زیرا اضافه کردن مقدار کمی اکسیژن به گاز محافظ باعث آرام تر شدن و محوری شدن قطرات مذاب می شود و در نتیجه حوضچه جوش روان به وجود می آید که حوضچه جوش روان، ترکنندگی بهتری ایجاد کرده و در نهایت پهنای جوش مسطح تر و صاف تر بدست می آید.
البته لازم است که به خاطر این مقدار اکسیژن اضافی، عناصر اکسیژن زدا در الکترود استفاده شود تا فلز جوش از نظر متالورژیکی دچار مشکل نگردد. در فرآیند جوشکاری MAG معمولا از گاز محافظ CO2 استفاده میکنند که برای جوشکاری فولاد های معمولی و آلیاژی بکار گرفته می شود.
فرآیند جوشکاری MIG
در فرآیند MIG برای محافظت از فلز جوش و مذاب معمولا از گازهای آرگون و هلیوم و یا مخلوطی از این گازها و گازهای بی اثر (Inert) و غیره استفاده می شود. فرآیند جوشکاری MIG برای جوشکاری فلزاتی مانند فولاد زنگ نزن، آلومینیوم، نیکل و مس مورد استفاده قرار می گیرد. چگونگی انتقال فلز پر کن مذاب به حوضچه جوش از ویژگی های مهم فرآیند جوشکاری MIG است.
هنگامی که جریان الکتریسیته از یک هادی فلزی عبور نماید ، میدان مغناطیسی در اطراف آن ایجاد می شود که شدت این میدان مغناطیسی به دانسیته جریان عبوری از قطعه بستگی دارد. در جوشکاری MIG الکترود نقش این هادی فلزی را ایفا می کند. این میدان مغناطیسی القایی باعث ایجاد نیروی مغناطیسی می گردد که نیروی پینچ نامیده می شود. نیروی پینچ با توان دوم جریان الکتریسیته عبوری از قطعه (در اینجا الکترود) نسبت مستقیم دارد. لذا با دو برابر شدن جریان الکتریسیته ، نیروی پینچ چهار برابر می شود.
نمونه ای از دستگاه جوشکاری MIG
وقتی که قطر انتهایی الکترود به اندازه کافی کوچک شود ، نیروی پینچ مستقل از نیروی ثقل عامل سقوط قطرات مذاب به حوضچه جوش می باشد.
تجهیزات لازم برای فرآیند جوشکاری GMAW
وسایلی که در فرآیند جوشکاری GMAW مورد استفاده قرار می گیرد عبارتند از :
- منبع نیرو (تامین کننده انرژی برای ذوب الکترود)(2)
- دستگاه تغذیه سیم جوش( وایر فیدر )(8)
- کابل جوشکاری( کابل اتصال و کابل جوش متصل به وایر فیدر )(4)
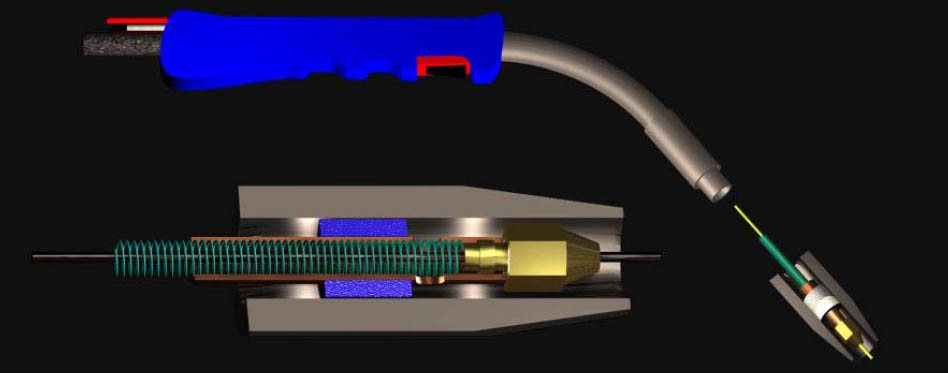
- تورچ جوشکاری (انبر جوشکاری)(5)
- قسمت تامین کننده گاز محافظ ( کپسول مانومتر گرم کن گاز ) (9)

مزایای فرآیند جوشکاری GMAW
این فرآیند به گونه ای است که می تواند در مورد بیشتر فلزات مغناطیسی به کار رود.
اتوماسیون یا روباتیک کردن این فرآیند به دلیل پیوسته بودن الکترود و به علت طول قوس ثابت، آسان می باشد.
تمرکز قوس الکتریکی به علت نسبت بالای توان بر سطح، زیاد می باشد، بنابراین امکان جوشکاری ورق های نازک و حالت های غیر تخت راحت تر است و پیچیدگی و تابیدگی کمتر و سرعت و نفوذ بیشتر خواهد بود.
در این فرآیند میزان جرقه نسبتا کم است.
سیم جوش به طور مستمر تغذیه می گردد، بنابراین زمان برای تعویض الکترود صرف نمی شود.
این فرآیند می تواند به راحتی در تمام وضعیت ها استفاده شود.
حوضچه مذاب و قوس الکتریکی به راحتی قابل مشاهده است.
سرباره حذف شده یا بسیار نازک است.
از الکترود با قطر نسبتا کم استفاده می شود که باعث چگالی جریان بالاتری می گردد.
درصد بالایی از الکترود یا سیم جوش در منطقه اتصال، رسوب می کند.
سرعت های انتقال سریع تر و میزان رسوب بالاتری نسبت به نوع جوشکاری دستی TIG دارد.
عمق نفوذ جوش، بیشتر از فرآیند SMAW است، در نتیجه اجازه می دهد که جوش کوچکتر با استحکام مورد نظر به وجود آید.
محدودیت های فرآیند جوشکاری GMAW
1- وسایل و تجهیزات این فرآیند جوشکاری پیچیده تر بوده و در نتیجه حمل و نقل مشکل خواهد بود.
2- تجهیزات این فرآیند گران بوده و هزینه تعمیر و نگهداری دستگاه های آن بالا می باشد.
3- دستگاه دارای گان (تورچ) کوتاه می باشد.
4- تنوع در انواع الکترود یا سیم جوش وجود ندارد.
5- قوس نیازمند حفاظت در مقابل باد می باشد، زیرا باد باعث منحرف کردن گاز پوششی یا محافظت کننده از قوس می گردد.
6- گان جوشکاری باید نزدیک به قطعه کار باشد، در نتیجه کاربرد این فرآیند در بعضی موارد نسبت به انواع جوشکاری های دیگر مشکل است.
7- سرعت سرد شدن جوش به علت عدم وجود لایه سرباره، سریع تر از روش های قوسی با محافظت سرباره است، در نتیجه ممکن است خواص متالورژیکی و مکانیکی فلز جوش را تغییر دهد
