
برش پلاسما پروسهای است که در آن فولاد یا سایر فلزات (گاهی اوقات برخی مواد دیگر) در ضخامت های مختلف به وسیلهٔ یک مشعل (torch) برش داده میشود. در این روش یک گاز نجیب(در برخی موارد هوای فشرده) با سرعت بالا از نازل دمیده شده و در همان لحظه یک قوس الکتریکی (Electrical ARC) بین گاز در سر نازل با سطح برش ایجاد میگردد وگاز به حالت پلاسما میرود. پلاسما به اندازه کافی گرم است تا فلز را ذوب کند و برش صورت پذیرد. هوای فشرده نیز به اندازهای فشار دارد که فلز ذوب شده را از مسیر برش دور کند
مزایای برش پلاسما نسبت به برشهای دیگر عبارتند از:
۱- تراشه فلزی ایجاد نمیگردد
۲- دقت بالای برش
برش دهندههای پلاسما تا حدودی کند و گران قیمت هستند بنابراین بشتر به کاربردهایی که نیاز به تکرار الگوی برش (در کاربردهای تولید انبوه) بود اختصاص یافتند. اما با به کارگیری تکنولوژی CNC برای ماشینهای برش پلاسما انعطافپذیری بیشتری در برابر اشکال مختلف مورد تقاضا از طریق CNC از خود نشان داد؛ اما در ضخامتهای زیاد هزینه های برش کاری بسیار بالا رفته و مقرون به سرفه نبودن

اصول کار برش پلاسما :
برش های پلاسما از دو روش برای استارت قوس بهره میگیرند
۱. ایجاد قوس از طریق گذاشتن مشعل(Torch) روی قطعه کار وتماس با آن. ( خراشی )
۲. استفاده از یک مدار ولتاژ بالا- فرکانس بالا برای ایجاد قوس الکتریکی.( hf)

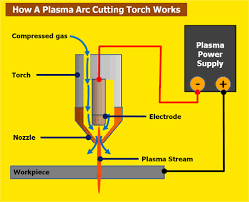
در برش پلاسمای نوع HF به کمک یک جرقه فرکانس بالا هوا در سرمشعل(تورچ پلاسما) یونیزه شده و قوس الکتریکی آغاز میگردد. در این روش هنگام استارت لزومی به تماس قطعه کار تورچ نبوده و این روش برای کاربردهای (CNC) مناسب میباشد. در ماشینهای پیشرفته تر جهت تنظیم ارتفاع مشعل از سطح قطعه کار لازم است قبل از استارت نوک(Tip) تورچ به قطعه کار خورده سپس یک فاصله (Gap) مناسب (مطابق تنظیم اپراتور) ایجاد گردد. این نوع دستگاههای برش پلاسما حساس به تماس نوک مشعل به قطعه کار بوده و بمحض تماس از سطح فاصله میگیرد. البته علاوه بر این مشعل مجهز به یک سپر یا کلاهک ضد ضربه میباشد